UNE F-5130 – AISI 1070
ACERO AL CARBONO TENAZ
Acero al carbono para herramientas, que al igual que con los aceros al carbono de construcción (F-1110-AISI 1010, F-1120-AISI 1020, F-1130-AISI 1030, F-1140-AISI 1040 y F-1150-AISI 1050) a medida que aumentamos el porcentaje de carbono aumenta también la dureza y la resistencia mecánica, disminuyendo la tenacidad y la resiliencia.
Acero para la fabricación herramientas de carpintería, barrenas, cuchillas, navajas, cuchillos, hoces para trabajos agrícolas, agujas de coser…
Se considera un acero no aleado a pesar de su contenido en Cromo (Cr), pero en pequeñas proporciones.
Composición:
0.71% C, 0.22% Si, 0.64% Mn, 0.24% Cr
Otras denominaciones:
UNE F-5130
Éste acero es muy, muy parecido al acero denominado Acero Elástico al Carbono F-1410 – SAE 1070 – DIN 1.1231.
Pero el F-5130 puede tener un pequeño porcentaje de cromo que aumenta la dureza y la resistencia a la tracción del acero, mejora la templabilidad e impide las deformaciones en el temple al permitir su templado en aceite. Aumenta también la resistencia al desgaste.
FORJADO:
850-1050ºC. Se recomienda enfriar en cenizas después de la forja.
NORMALIZADO
Previo al temple podemos realizar un normalizado para homogeneizar la estructura después de la forja y los calentamientos no uniformes realizados en la fragua.
850ºC enfriamiento al aire.
RECOCIDO DE ABLANDAMIENTO:
720ºC con enfriamiento lento en el horno.
TEMPLE:
780-810ºC. Enfriamiento en agua o en aceite. En aceite templa bien en secciones pequeñas como son los cuchillos, reduciendo la posibilidad de deformaciones tras el temple.
64 HRC temple a 810ºC en aceite.
REVENIDO:
El acero después del temple suele quedar generalmente demasiado duro y frágil. Mediante el revenido eliminando las tensiones internas producidas tras el temple, disminuyendo la dureza y la resistencia mecánica, pero aumentando la tenacidad del acero.
Calentamiento lento a temperatura de revenido inmediatamente después del temple.
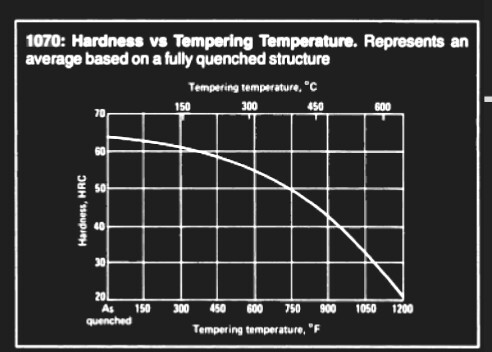
La temperatura de revenido depende de las propiedades mecánicas finales que deseemos obtener.
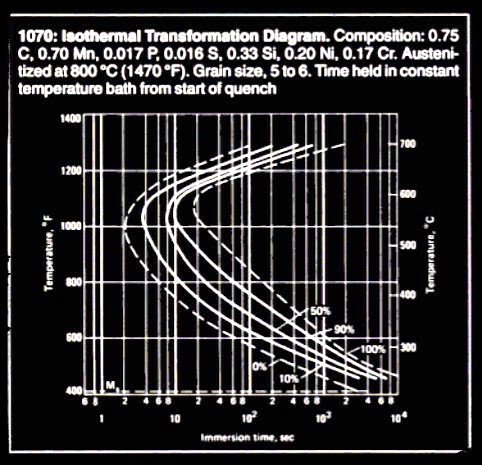
Diagrama TTT:
TEMPLE:
780-810ºC. Enfriamiento en agua o en aceite. En aceite templa bien en secciones pequeñas como son los cuchillos, reduciendo la posibilidad de deformaciones tras el temple.
64 HRC temple a 810ºC en aceite.
REVENIDO:
El acero después del temple suele quedar generalmente demasiado duro y frágil. Mediante el revenido eliminando las tensiones internas producidas tras el temple, disminuyendo la dureza y la resistencia mecánica, pero aumentando la tenacidad del acero.
Calentamiento lento a temperatura de revenido inmediatamente después del temple.
La temperatura de revenido depende de las propiedades mecánicas finales que deseemos obtener.
Diagrama TTT:
Para acceder al Blog PREMIUM, con todo los artículos completos y gratuitos, suscríbete.
En unos minutos, tendrás acceso gratuito al Nuevo Blog PREMIUM de Laboratorio de Forja.