ACEROS AL CARBONO DE HERRAMIENTAS
BLOG PREMIUM DEL LABORATORIO DE FORJA
ACEROS AL CARBONO DE HERRAMIENTAS
En este grupo incluimos algunos de los aceros que usamos para la fabricación de útiles o herramientas de corte y herramientas de forja destinadas a modificar la forma, tamaño y dimensiones de los materiales por cortadura, por presión o por arranque de viruta. Siempre trabajando a temperaturas inferiores a los 200ºC.
Corresponden a los aceros que después del temple y revenido quedan en general con gran dureza y son capaces de cortar y romper la mayoría de los metales.
ACEROS AL CARBONO:
Sin elementos de aleación, con porcentajes de carbono variables entre 0.5-1.4%C, si poseen algún elemento de aleación de muy bajo porcentaje también pueden ser considerados al carbono.
A medida que aumenta el contenido de carbono aumenta también la dureza y la resistencia mecánica, pero disminuye la tenacidad y resiliencia.
Para herramientas que deban tener gran tenacidad se emplean contenidos de carbono de 0.5-07%C. Herramientas agrícolas, martillos, navajas, cuchillos, hachas, tijeras, cortafríos, picos, martillos de forja ligera…etc. Podemos destacar los aceros F-5110 de 0.55% C, equivalente al AISI 1055 y el F-5120 de 0,65% C, equivalente al AISI 1065 denominados ACERO AL CARBONO MUY TENAZ.
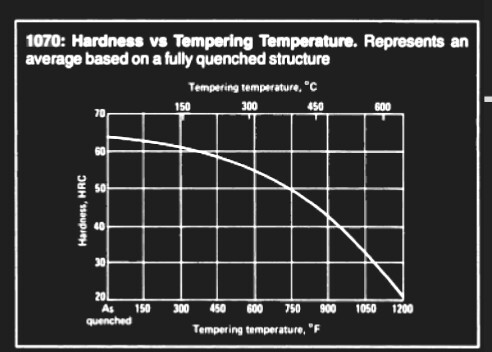
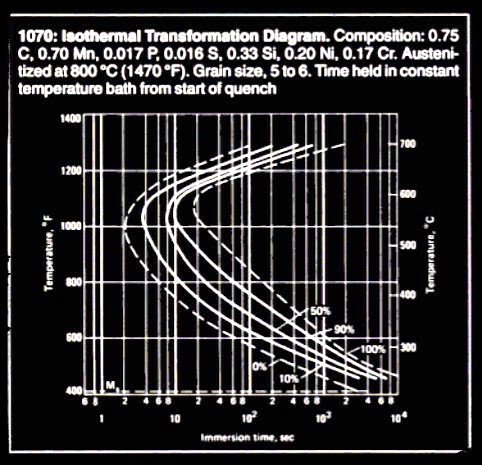
Para herramientas de corte de calidades intermedias como herramientas de carpintería, cuchillos, navajas, cuchillos, hoces… se emplean aceros con un contenido de carbono de 0.7-1%C. Podemos destacar el ACERO AL CARBONO TENAZ de 0,7%C el F-5130 equivalente al 1070 y el ACERO AL CARBONO TENAZ-DURO de 0.8%C el F-5140 equivalente al 1080.

Set cuchillos de cocina en Acero F-5130 por Victor M. Acosta Aparicio.
Para herramientas de corte como brocas para aceros y metales, machos de roscar, martillos para piedra, punzones, escoplos, buriles, terrajas, navajas, cuchillos, limas para hierro y acero, sierras metálicas, herramientas de cincelador…se emplean aceros de contenidos de carbono de entre 1-1.4%. Podemos destacar los aceros F-5160 denominado ACERO AL CARBONO DURO con 1.10%C, y el F-5170 denominado ACERO AL CARBONO EXTRADURO con 1.30%C.