UNE F-5140 – ASISI 1080
UNE F-5140 – AISI 1080
ACERO AL CARBONO TENAZ – DURO
El AISI 1080 es un acero alto en carbono con un contenido de carbono entre 0,75% y 0,88%, lo que le confiere alta dureza, buena resistencia al desgaste y excelente capacidad de corte. Es ampliamente utilizado en herramientas de impacto, cuchillería, resortes y piezas sometidas a alto esfuerzo mecánico.
Composición:
0.75 – 0,85 % C, 0.25% Si, 0.7% Mn
Otras denominaciones:
UNE: F-5155 – SAE/AISI: 1080
Se utiliza en la fabricación de herramientas de impacto como cinceles, martillos y punzones, en cuchillería para hojas de filo con buena retención de dureza, en flejes, muelles, anillos de trefilar, troqueles y tornillos de alta resistencia.
FORJADO:
850-1100ºC. Se recomienda enfriar en cenizas después de la forja.
NORMALIZADO
Previo al temple podemos realizar un normalizado para homogeneizar la estructura después de la forja y los calentamientos no uniformes realizados en la fragua.
850ºC enfriamiento al aire.
ABLANDAMIENTO:
815ºC con enfriamiento lento en el horno.
720ºC con enfriamiento lento en el horno para globulización.
TEMPLE:
790-815ºC. Enfriamiento en aceite sobre todo para piezas de secciones pequeñas.
65 HRC temple a 810ºC en aceite.
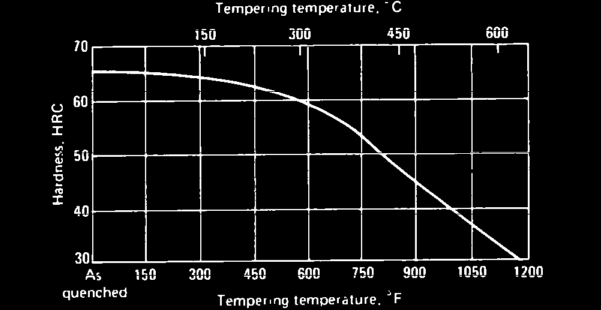
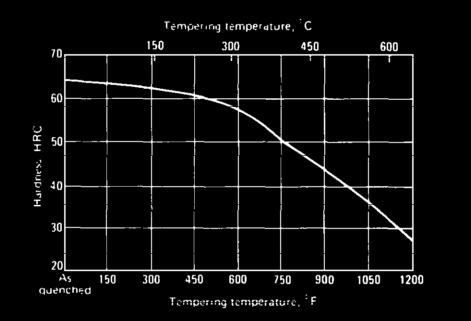
REVENIDO:
El acero después del temple suele quedar generalmente demasiado duro y frágil. Mediante el revenido eliminando las tensiones internas producidas tras el temple, disminuyendo la dureza y la resistencia mecánica, pero aumentando la tenacidad del acero.
Calentamiento lento a temperatura de revenido inmediatamente después del temple.
Curva de Revenido: Indica cómo varían la dureza en HRC en función de la temperatura de revenido.
Diagrama TTT (Tiempo-Temperatura-Transformación): Este diagrama muestra las transformaciones de fase de la austenita en función de la temperatura y del tiempo de enfriamiento.