
MARTENSITA
BLOG PREMIUM DEL LABORATORIO DE FORJA
MARTENSITA
Es el constituyente típico de los aceros templados. Se podría decir que es una solución sólida sobresaturada de carbono o carburo de hierro en el HIERRO ALFA, y se obtiene por enfriamiento rápido de los aceros desde alta temperatura.
Después de los carburos (de los aceros aleados) y el carburo de hierro o CEMENTITA, es el constituyente más duro de los aceros.
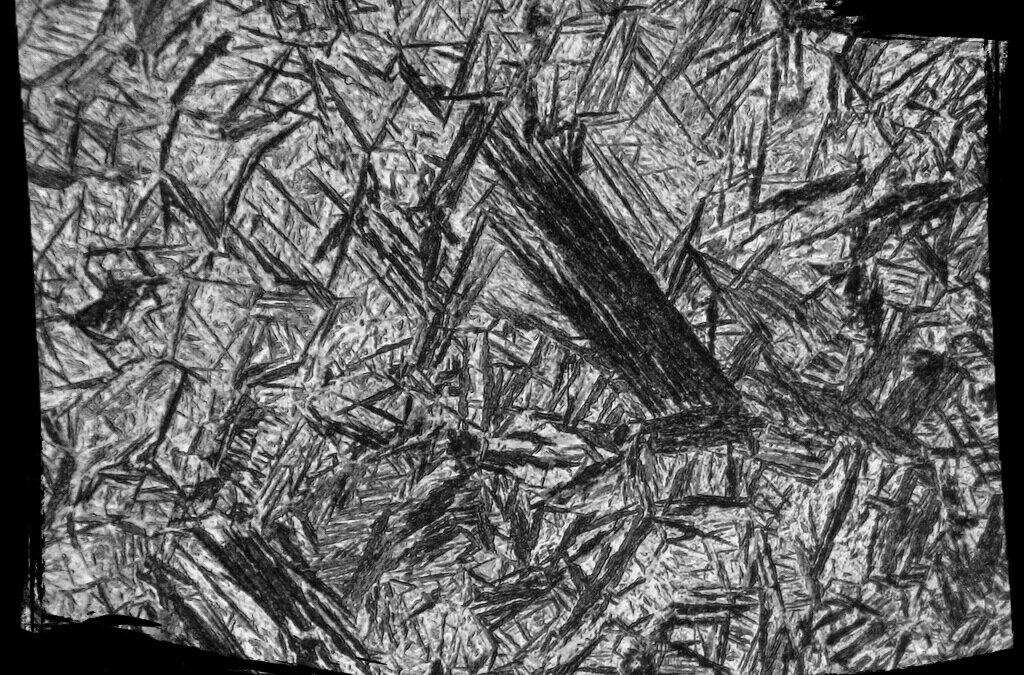
Presenta un aspecto acicular en forma de agujas en zigzag con ángulos de 60º.

Su contenido en carbono puede variar desde porcentajes muy pequeños hasta 1% de Carbono, y algunas veces en aceros hipereutectoides (aceros con mas del 0.77% de carbono), aun suele se más elevado.
Sus propiedades mecánicas varían en función de su composición, aumentando resistencia mecánica, dureza y fragilidad con el contenido de carbono.
PROPIEDADES MECÁNICAS:
Resistencia mecánica 170-250 kg/mm² (1700 – 2500 MPa)
Dureza 50 – 68 HRC
Alargamiento 2.5 – 0.5%.




